TECHBOOST-hankkeessa autetaan yrityksiä ottamaan käyttöön, kehittämään ja soveltamaan uutta teknologiaa konkreettisten pilottiprojektien avulla. Hankkeessa myös levitetään osaamista erilaisista ketterän kokeilemisen menetelmistä. 3D-skannaus on herättänyt kiinnostusta yrityksissä esimerkiksi laaduntarkkailun ja takaisinmallinnuksen osilta. Tässä blogissa käydään läpi ja käsitellään 3D-skannausta yleisesti ja esitellään käytännön esimerkki Techboost-hankkeessa saavutetusta tuloksesta.
Oamkin osuudessa TECHBOOST-hankkeeseen sisältyy 3D-skannausta kahden yrityksen kanssa, Aikolon Oy:n ja Telatek Service Oy:n kanssa. Molempien yritysten kanssa 3D-skannausta on hieman testailtu, mutta Aikolonin kanssa on saatu selkeää parannusta laatuun skannauspilottien avulla.
3D-skannauksesta yleisesti
3D-skannaus on yleistynyt merkittävästi viime aikoina teknologian kehittymisen ja kustannusten laskun myötä. 3D-skannauksen perusperiaate on tallentaa kolmiulotteista dataa kohteesta 3D-skannerin avulla. Tämä data koostuu yleensä pienistä kolmiosta tai monikulmioista (polygoneista), aivan kuten 2D-kuvat koostuvat nelikulmaisista pikseleistä. (Kivolya. 2019).
3D-skannausta voidaan tehdä useilla eri menetelmillä ja sitä onkin luokiteltu seuraaviin kategorioihin:
Laserskannaus
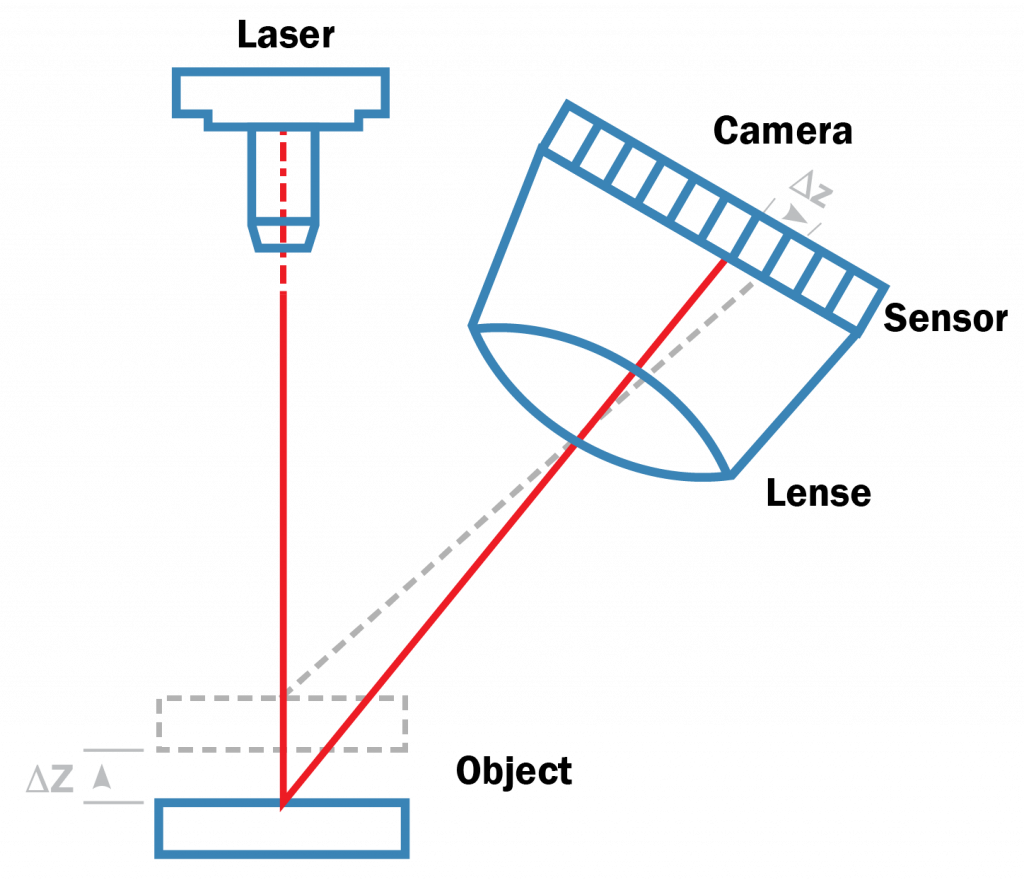
Laserskannaus perustuu kahteen teknologiaan, jotka hyödyntävät laseria etäisyyden ja muodon mittaukseen. Triangulaatioon ja valon kulkuaikaan (ToF – Time-of-Flight) perustuvaan mittaukseen.
Triangulaatiopohjaisissa 3D-skannereissa skanneri heijastaa lasersäteen kohteen pinnalle ja käyttää laservastaanotinta havaitakseen laserpisteen sijainnin. Laserpisteenä tarkoitetaan läsersäteen osumakohtaa kohteen pinnalla. Kun laserpisteen etäisyys vastaanottimeen vaihtelee, se ilmestyy eri kohdissa vastaanottimen näkökenttää. Tätä tekniikkaa kutsutaan triangulaatioksi, koska laserpiste, laservastaanotin ja laserlähetin muodostavat kolmion. Tästä kolmiosta tunnetaan laservastaanottimen ja -lähettimen etäisyys, sekä laservastaanottimen ja -lähettimen välinen kulma. Näiden tietojen avulla kohteen etäisyys skannerista voidaan laskea trigonometrisen laskennan avulla. Useimmissa tapauksissa yksittäisen laserpisteen sijaan käytetään laserjuovaa, joka pyyhkäistään kohteen yli prosessin nopeuttamiseksi. Kun 3D-skanneri kerää tarpeeksi etäisyyksiä, se pystyy kartoittamaan kohteen pinnan ja luomaan sen uudelleen 3D-muodossa.
Lasertriangulaation tärkeimpiä etuja ovat sen korkea resoluutio ja tarkkuus. Haittapuolena on herkkyys pinnan ominaisuuksille; erittäin kiiltävät, läpinäkyvät tai tummat pinnat ovat ongelmallisia.
Valon kulkuaikaan perustuvat 3D-skannerit mittaavat, kuinka kauan lasersäteellä kestää osua kohteeseen ja palata takaisin. Skannerit tunnetaan nimillä Time-of-Flight (ToF) tai Lidar-skannerit. Valonnopeus tunnetaan tarkasti, joten aika joka kuluu lasersäteen palaamiseen antaa tarkan etäisyyden skannerin ja kohteen välillä. Etäisyyden tarkan mittauksen saavuttamiseksi 3D-skanneri laskee miljoonia laserpulsseja pikosekunnin tarkkuudella. ToF-skannereiden täytyy lähettää laserpulsseja 360 astetta itsensä ympärille, koska yhden pulssin mittaus kerää vain yhden mittauspisteen. Tämän ympäröivän datan keräämisen saavuttaakseen skannerissa on yleensä peili, joka pyörii muuttaakseen laserin suuntaa. Laserpulssiteknologiaa käytetään yleisesti maanmittauksessa tai kokonaisten rakennusten 3D-skannauksessa.
Time-of-Flight skannereiden etuna on erittäin suurien kohteiden skannaaminen, mutta haittapuolena skannauksen hitaus. (Aniwaa. 2021.)
Strukturoitu valo
Strukturoitua valoa käyttävät skannerit hyödyntävät myös triangulaatiota, mutta ne käyttävät laserin sijasta erilaisia valokuvioita. Valokuvio heijastetaan kohteen pinnalle ja sen avulla mitataan valokuvion muodonmuutosta. Järjestelmä kykenee tarkastelemaan näissä valokuvioissa sijaitsevia reunojen ja viivojen muutoksia ja pystyy näiden muutosten avulla laskemaan skannerin etäisyyden kohteesta.
Strukturoidun valokuvioteknologian etuja ovat nopeus ja resoluutio, sekä laseria turvallisempi valo. Näin ollen sitä voidaan käyttää myös ihmisten skannauksessa turvallisesti. Haittapuolia ovat taas ulkopuolisen valotuksen tuomat haasteet. Liian kirkkaat valot tai ulkona päivänvalo aiheuttaa ongelmia valokuvioskannauksessa. (Aniwaa. 2021.)
Fotogrammetria
Fotogrammetria on 3D-mittausmenetelmä, joka käyttää valokuvia kohteiden kolmiulotteiseen mittaukseen. Fotogrammetria perustuu konenäön ja tehokkaiden laskennallisten geometria-algoritmien yhdistelmään. Teknologian periaatteena on analysoida useita valokuvia jostakin kohteesta, otettuna useista eri näkökulmista. Tavoitteena on automaattisesti tunnistaa valokuvista yhteisiä pisteitä, jotka vastaavat kohteen oikeita fyysisiä pisteitä.
Fotogrammetrian etuja ovat datankeruun nopeus ja kyky tallentaa värejä ja tekstuureja. Fotogrammetrialla pystytään myös rakentamaan suuren mittakaavan kohteita, kuten maisemia tai monumentteja. Tätä hyödynnetään nykyisin yhä enemmän, kun valokuvausdrooniteknologia on kehittynyt nopeasti, eikä ilmakuvauksen suorittamiseen tarvita enää helikopteria ja lentäjää siihen.
Fotogrammetrian haasteena on datan eli valokuvien analysointi. Laadukkaan tuloksen aikaansaaminen vaatii satojen tai tuhansien valokuvien ja niiden pisteiden analysoinnin algoritmien avulla, joten niiden suorittamiseen tarvitaan erittäin tehokas tietokone. (Aniwaa. 2021.)
Kontaktipohjainen 3D-skannausteknologia
Kontaktipohjaista 3D-skannausta kutsutaan myös 3D-digitoinniksi. Kyseinen teknologia perustuu kohteen fyysiseen koskettamiseen erityisellä kosketusanturilla. Joitakin kontaktipohjaisten 3D-skannerien erityskokoonpanoja kutsutaan koordinaattimittauskoneiksi (Coordinate-measuring machine). Kontaktiskannausta käytetään laajasti laadunvalvontaan valmistuksen jälkeen tai huoltotoimenpiteiden aikana.
Kontaktitekniikan tärkeimpiä etuja ovat sen tarkkuus ja kyky 3D-skannata läpinäkyviä tai heijastavia pintoja. Haittapuolia taasen ovat sen hidas nopeus ja kyvyttömyys työskennellä esimerkiksi kaksoiskaarevien pintojen kanssa. (Aniwaa. 2021.)
3D-skannaus apuna tuotannon laadunvalvonnassa
Laadunvalvonta määritellään prosessiksi, jolla varmistetaan, että valmistettu osa vastaa määriteltyjä laatukriteerejä tai asiakkaan vaatimuksia. Laadunvalvonta käsittää yleensä erilaisten ominaisuuksien mittaamisen, tarkastamisen ja testaamisen sekä niiden vertailun standardeihin ja spesifikaatioihin, kuten CAD-malleihin, vaatimuksenmukaisuuden varmistamiseksi. Valmistajilla voi olla useita mittalaitteita laadunvalvontaan. Yhtenä suosituimmista mittalaitteista on aiemminkin mainitut koordinaattimittauskoneet, jotka ovat tarkimpia laitteita laadunvalvontaan. CMM:t ovat kuitenkin verrattain hitaita mittalaitteita, joka aiheuttaa helposti pullonkaulan ja kuormituksen laadunvalvonnassa.
3D-skannaus on muuttanut tuotannon laadunvalvontaa tarjoamalla tarkkaa ja nopeaa kosketuksetonta mittausta. 3D-skannausta voidaan hyödyntää monilla eri teollisuuden aloilla laadunvalvontaprosessien kehityksessä ja tehostamisessa. 3D-skannereissa ja niiden ohjelmistoissa on useasti mukana myös automatiikkaa hyödyntäviä ominaisuuksia, jotka mahdollistavat yhtenäiset mittauksen eri laadunvalvontaoperaattorien välillä. 3D-skannerien avulla laadunvalvontaa voidaan monipuolistaa ja optimoida, mikä vähentää CMM-laitteiden kuormitusta ja mahdollistaa niiden käytön vain tarkimpiin ja kriittisimpiin mittauksiin. 3D-skannerit mahdollistavat laadunvalvonnan joustavuuden, sillä niiden avulla voidaan suorittaa laadunvalvontaa käytännössä missä tahansa. Tämä joustavuus mahdollistaa myös välimittausvaiheiden lisäämisen, mikä parantaa laatua tuotantoprosessien aikana. (Creaform. 2022.)
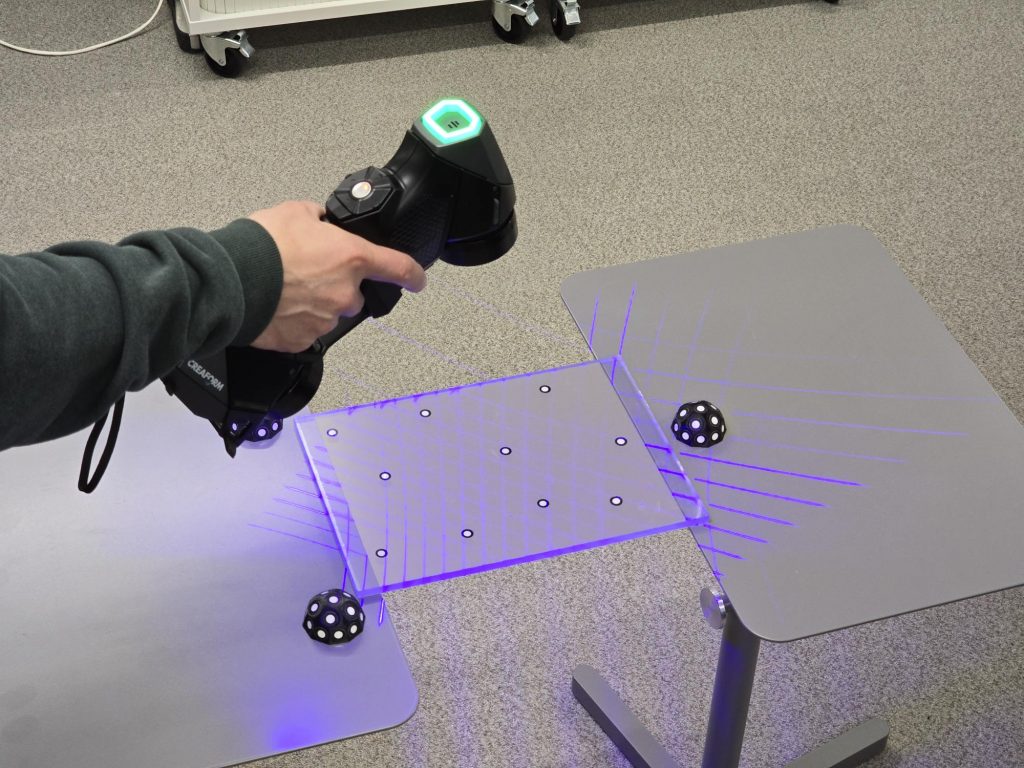
Käytännön kokemusta Case Aikolonista
Aikolon Oy on mukana Techboost-hankkeessa yhtenä Oamkin yrityscaseista. Aikolon Oy on muovimateriaalien ja muovin työstön ammattilainen. Yrityksellä on monipuoliset muovien työstöpalvelut sekä laaja muovimateriaalien valikoima maailman johtavilta valmistajilta.
Aikolonin tapauksessa laadunvalvonta on tämän projektin aihealueella haastavaa, koska heidän tuotteensa ovat suurikokoisia, läpinäkyviä kaksoiskaarevia kappaleita, joista on useita eri malleja. Haasteita on ratkaistu esimerkiksi testaamalla Oamkin 3D-skanneria, minkä tuloksena Aikolonille hankittavan skannerin vaatimusmäärittelyä on voitu tarkentaa ja laadussa on saatu huomattavia parannuksia testien perusteella. Skannausten avulla huomattiin, että Aikolonin prototyyppikappaleiden muoto vaihtelee tuotantoprosessin edetessä. Havaittiin myös työkalujen muodonmuutos lämpötilan kohoamisen johdosta. Tämän perusteella ymmärrettiin prosessin säätämisen suunta ja muokkauksien jälkeen kappaleet olivat täysin vaatimusten mukaiset.
Tämän kokemuksen perusteella on selkeää, että 3D-skannaus on kätevä laadunvalvonnan osa-alue, jonka avulla voidaan myös kehittää tuotantoprosesseja. Lisäksi tuotteiden mittaaminen muilla menetelmillä ei olisi ollut yhtä joustavaa ja nopeaa.
Lähteet
Creafom. (2022). 3D Scanning for inspection: Are 3D scanners a smart choice? https://www.creaform3d.com/en/resources/blog/3d-scanning-for-inspection-a-smart-choice
Seland, D. (2022). Quality control with 3D scanning. Quality Magazine. https://www.qualitymag.com/articles/96820-quality-control-with-3d-scanning
Kivolya, N. (2019). What are 3D scanners used for? Artec 3D. https://www.artec3d.com/learning-center/what-are-3d-scanners-used-for
Aniwaa. (2021). 3D scanning technologies and the 3D scanning process. https://www.aniwaa.com/guide/3d-scanners/3d-scanning-technologies-and-the-3d-scanning-process/
Creaform. (2023). What is the best 3D scanner?https://www.creaform3d.com/en/resources/blog/what-is-the-best-3d-scanner#